



About us
Company Profile
Dinanath Precision Clampings had taken roots in the year 2000 to provide quality clamping solutions to the industry. Presently the company is engaged in designing and manufacturing of custom built hydraulic expanding mandrels for Gear manufacturing and other precision applications for automobile industry in India and Globally. The Company was founded by Mr. Sandeep Patil. He had his previous experience in the field of manufacturing and assembly of fixtures and special purpose machines. In the initial years the company supported industries in and around Aurangabad for various clamping solutions mainly with collet type and other mechanical fixtures. Right from the start, the vision of the director of company is very clear to provide their customers world class quality and development of import substitutes.
Story behind the development of hydraulic expanding mandrels
In 2009 Mr. Prasad Sherkar joined the company as technical director. Previously he was working in Mahindra and Mahindra Ltd. His strong knowledge of design became a strong plus point for the company. In the expansion phase of company thereafter they felt the need to create a differentiator in the fixture market and were on the look-out to design and manufacture a product which will give them the edge and bring larger benefits to their customers. That’s when they shortlisted a product –hydraulically expanding mandrels (arbors/chucks) which they could locally design and manufacture in-house which will provide immense benefits to the Indian industry not only in terms of cost but quality as well serviceability. After core R&D of 6 months they became successful and first product came out. Due to their quality oriented approach in just 3 years the company received overwhelming response and the brand spread widely. Being local in India, Dinanath is able to provide superior service to their large customer base while promoting Dinanath brand to the global industry.
Some of the satisfied large customers include Sanjeev Auto Components, Bharat Gears, Ashok Leyland Ltd., Bajaj Auto Ltd., Eaton, Volvo Eicher Commercial Vehicles, Motherson, Oerlikon and likewise. Currently Dinanath has a team of 5 designers and 7 draughtsmen to design hydraulic mandrels for variety of applications while the mandrels get manufactured in their Aurangabad factory. So far Dinanath has developed and supplied more than 1000 customized hydraulic mandrels for its customers and still counting!! Dinanath Precision Engineering is experiencing rapid growth and look forward to work with many more industries globally to provide cost effective hydraulic clamping solutios.
HYDRAULIC MANDRELS- PRINCIPLE OF WORKING
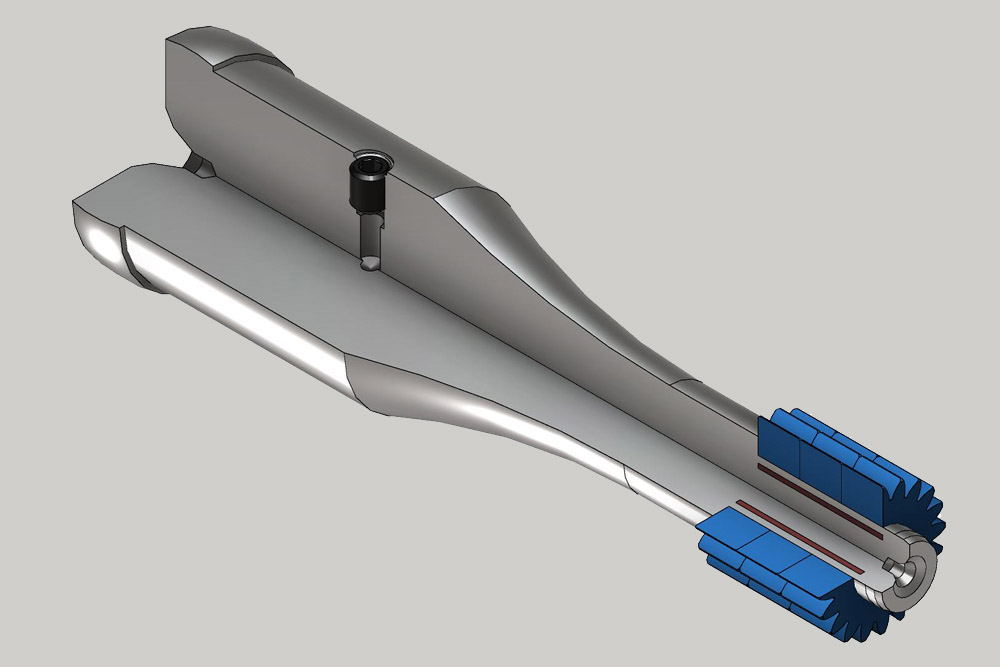
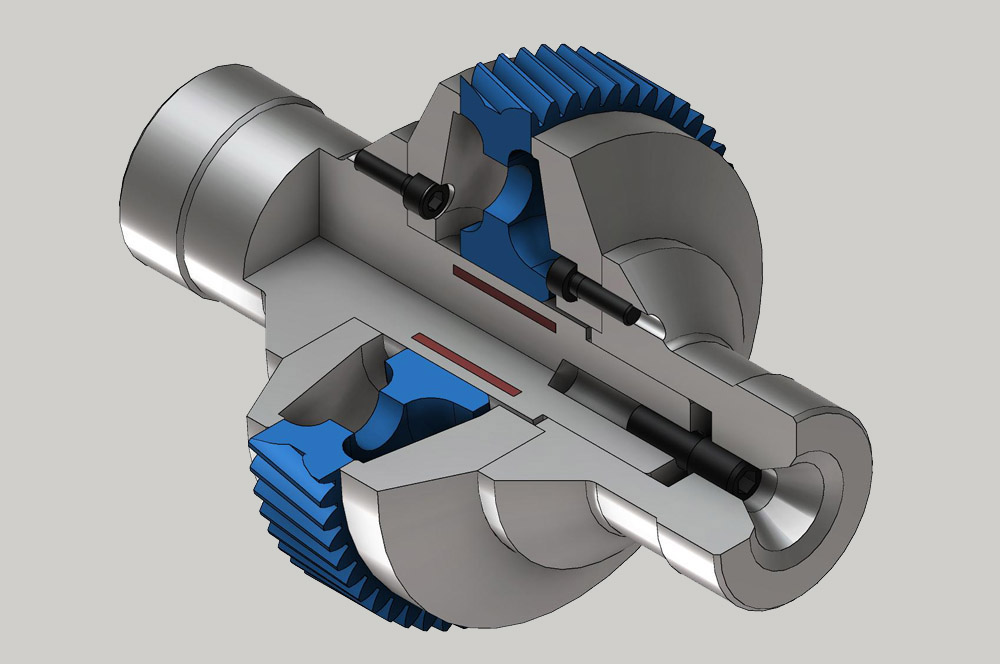
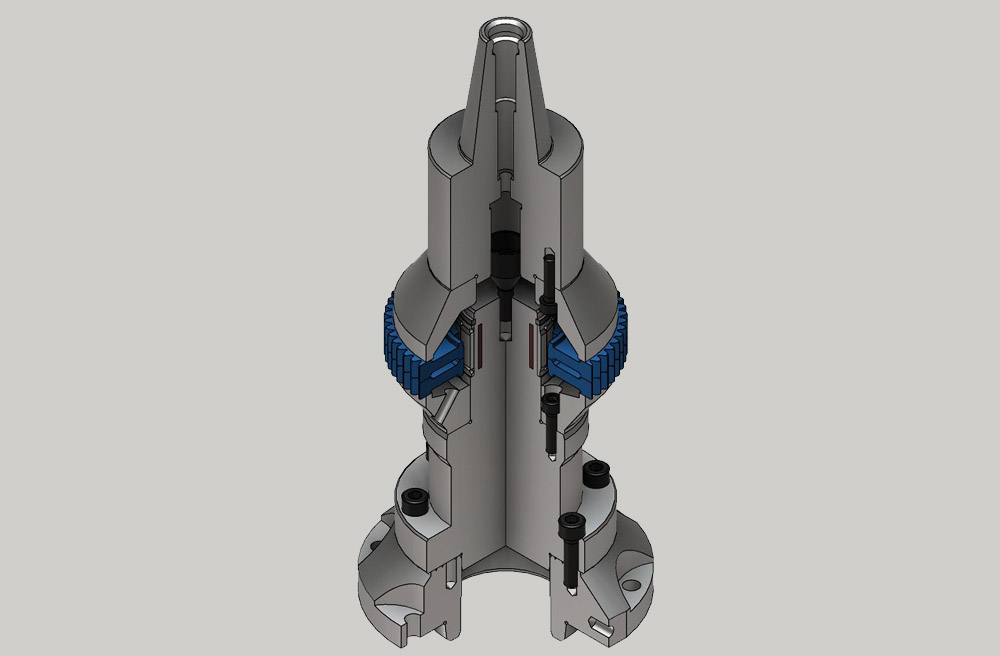
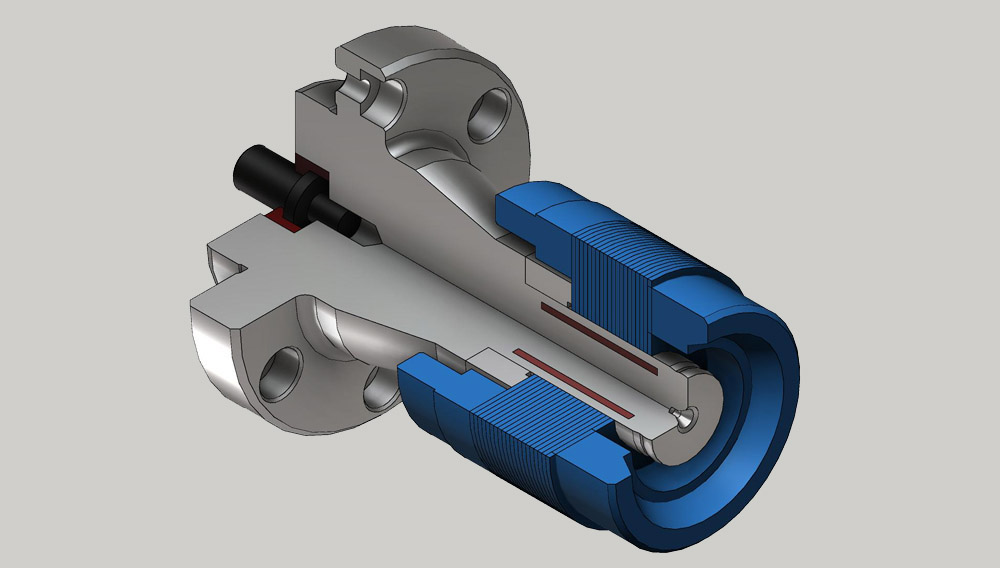
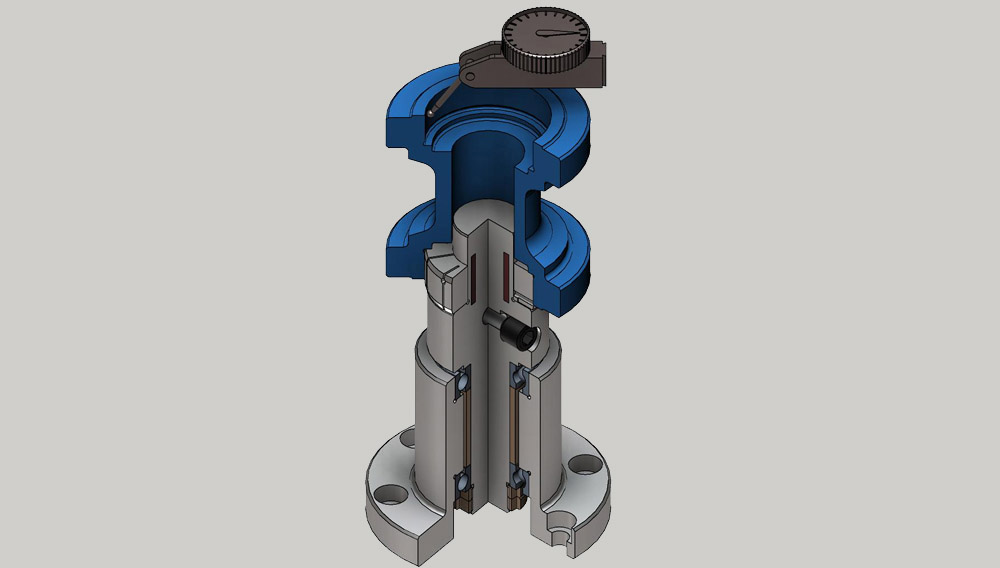
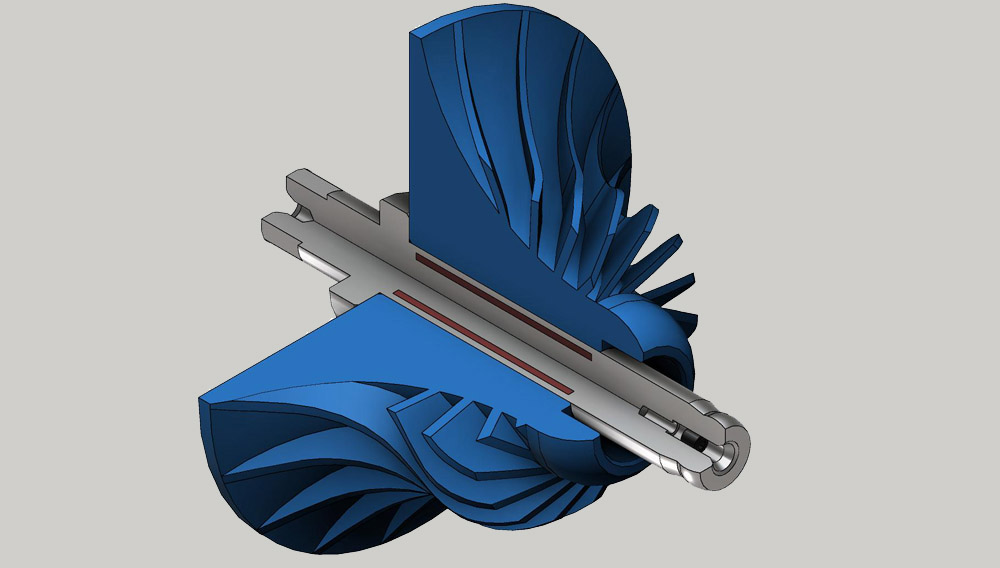
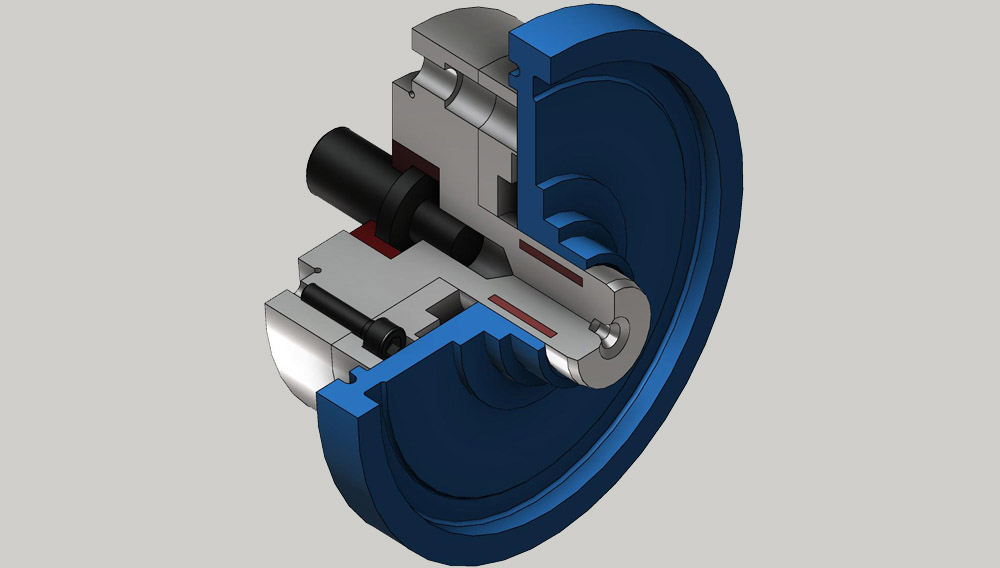
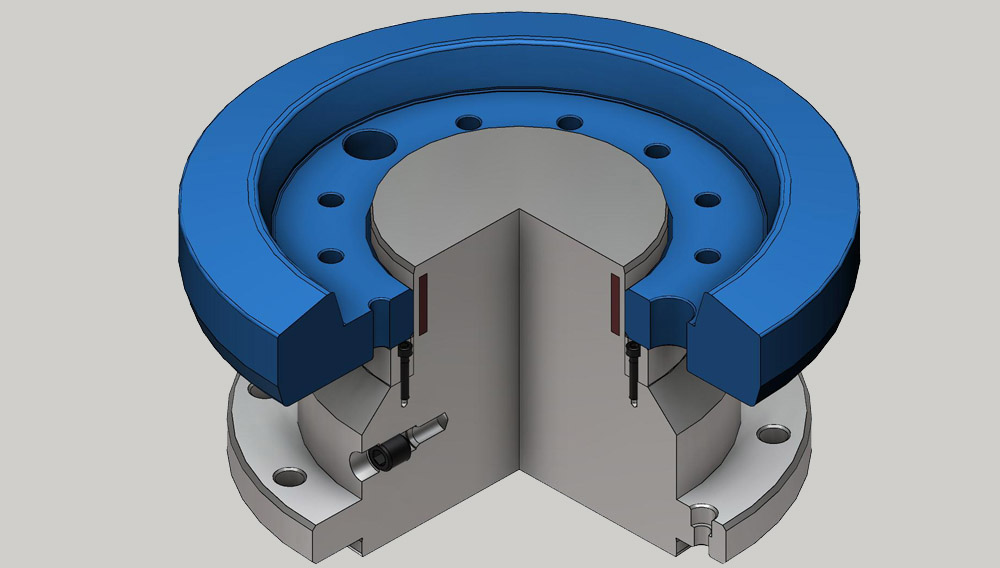
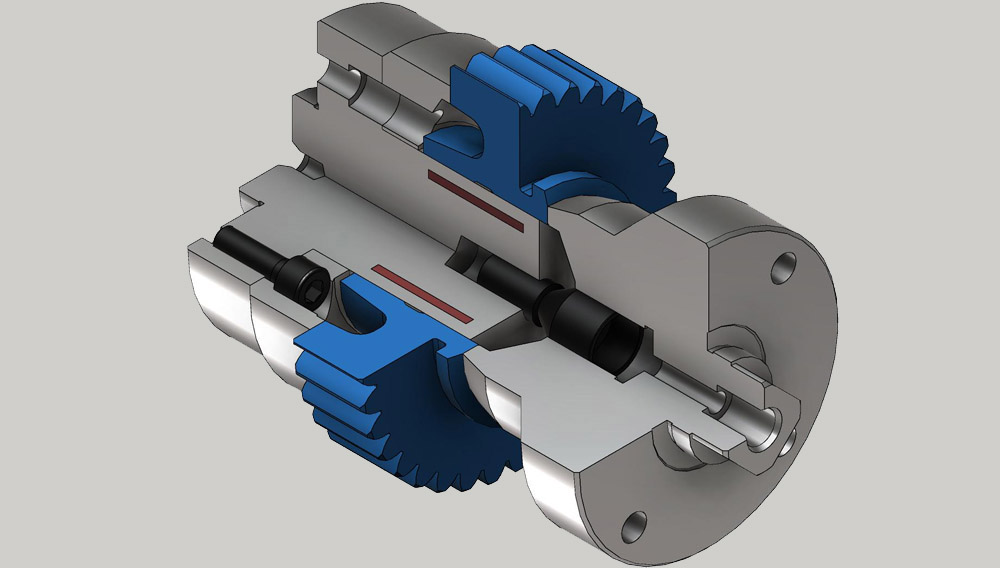
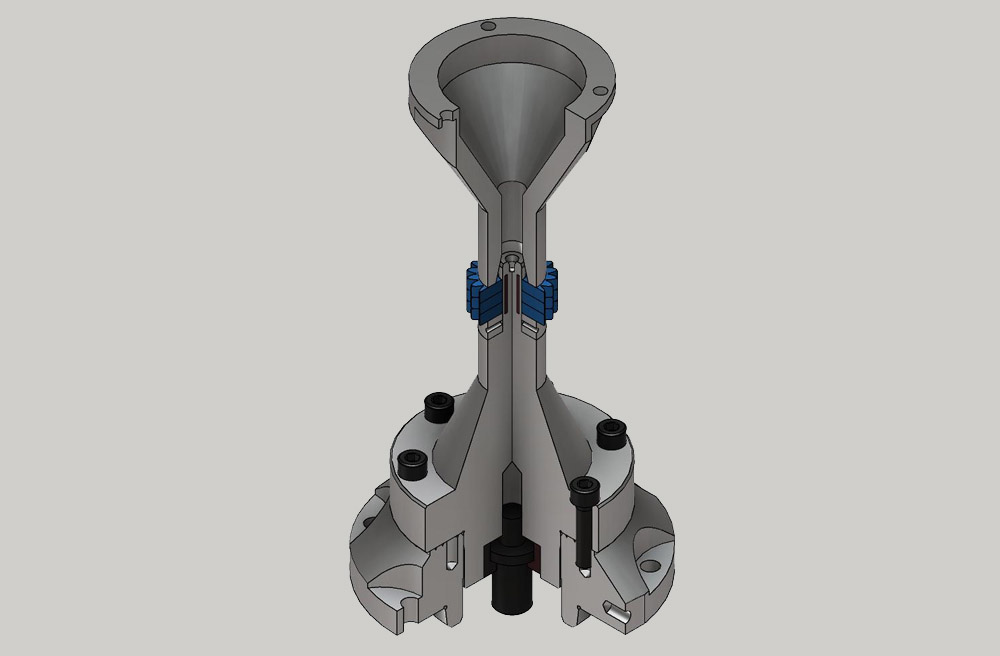
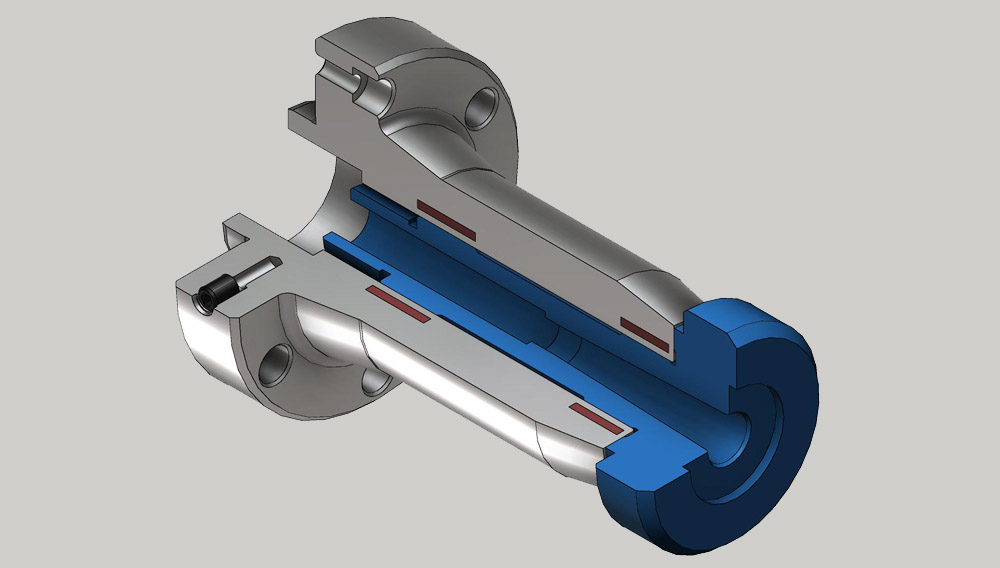
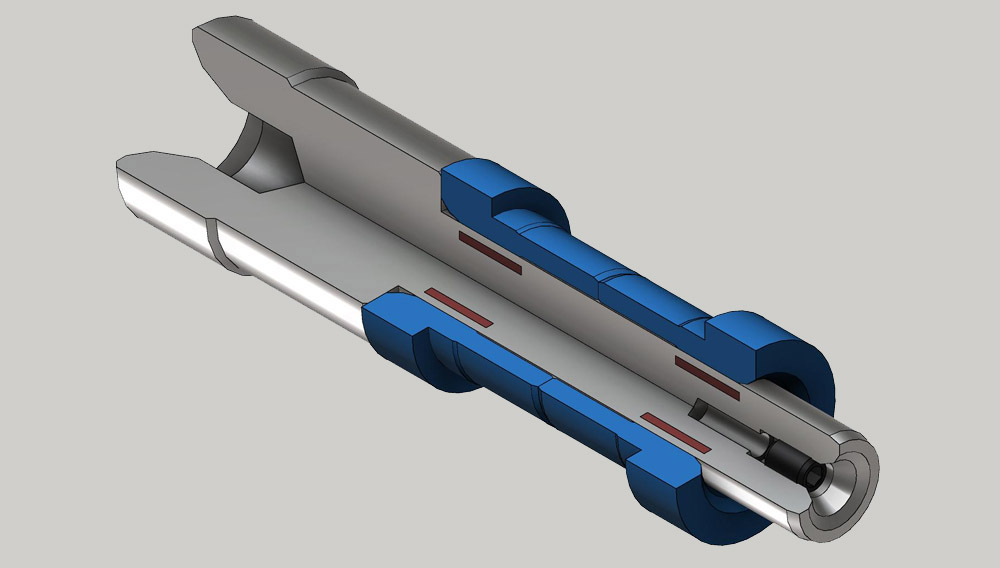
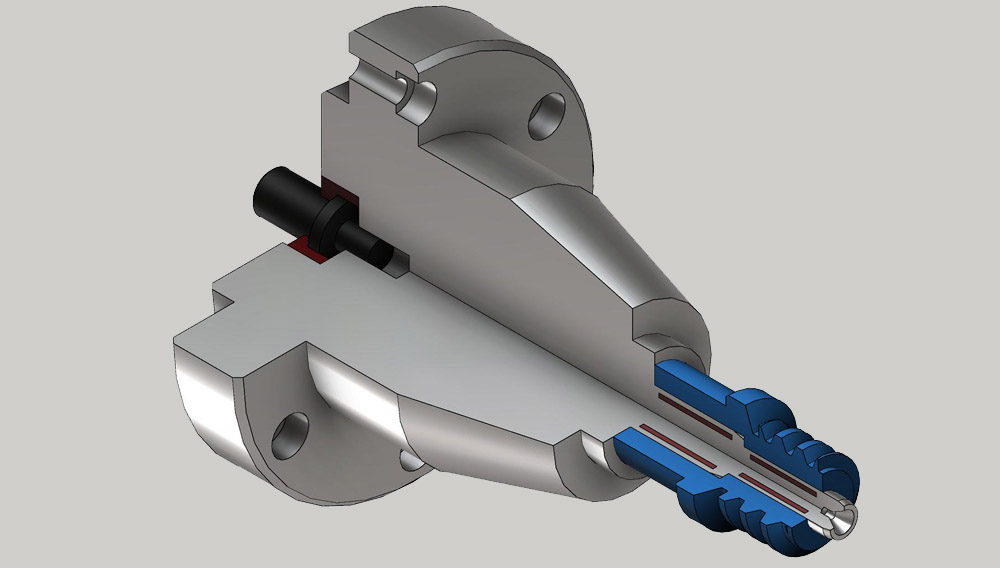
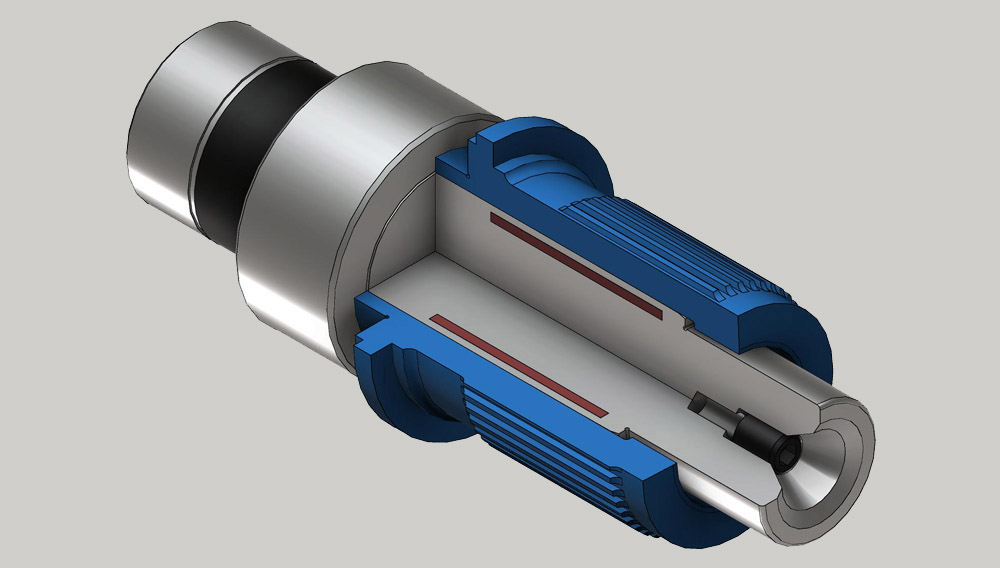
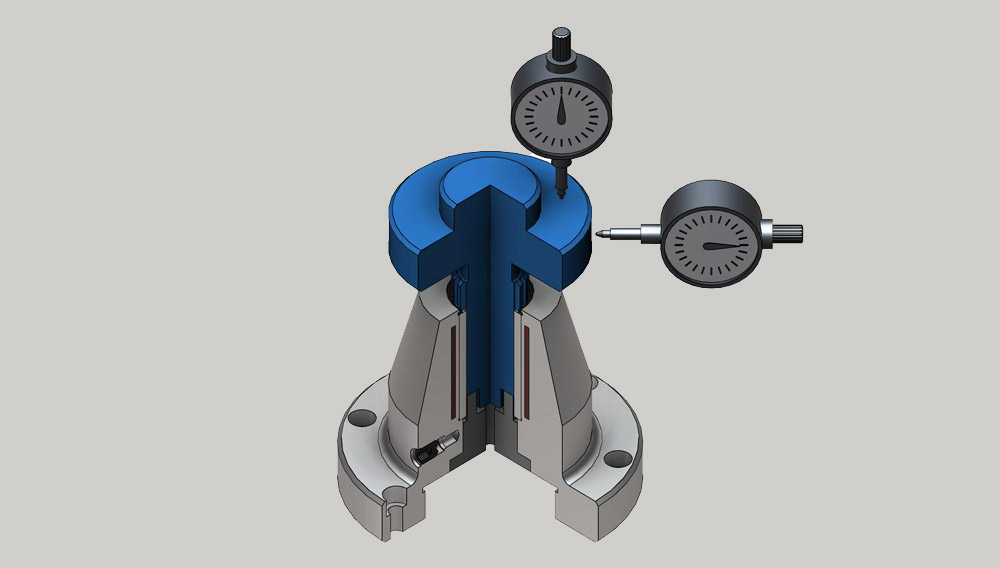
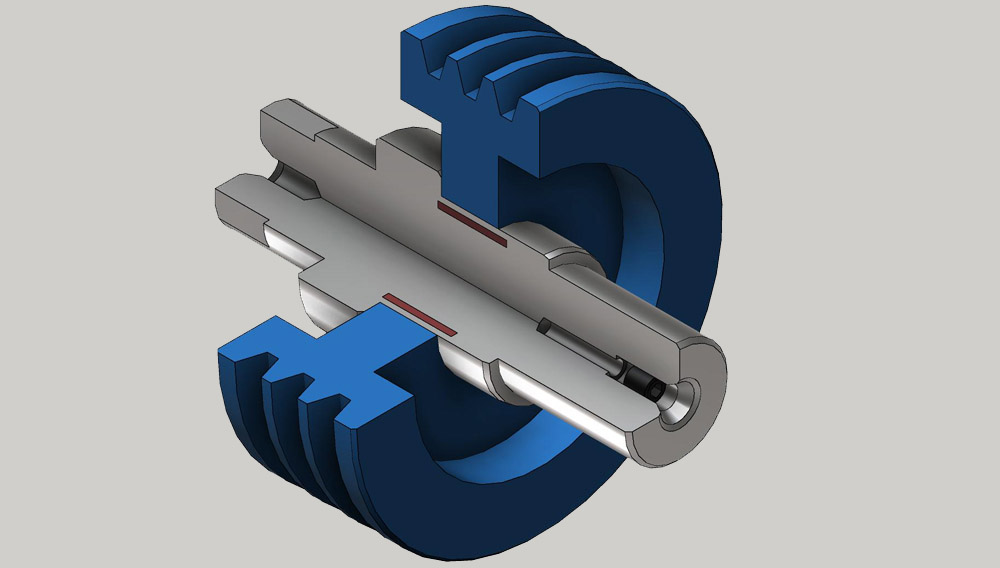
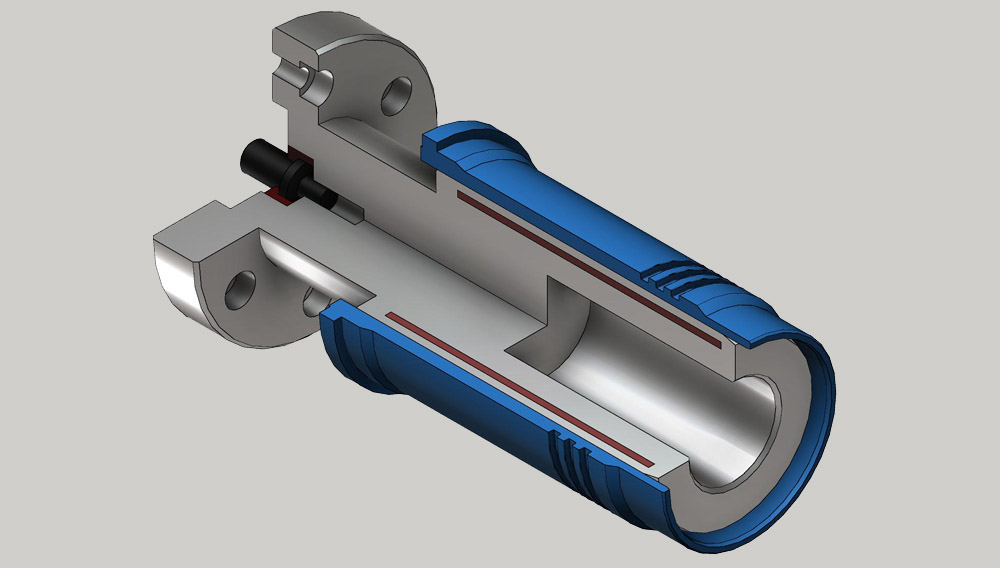
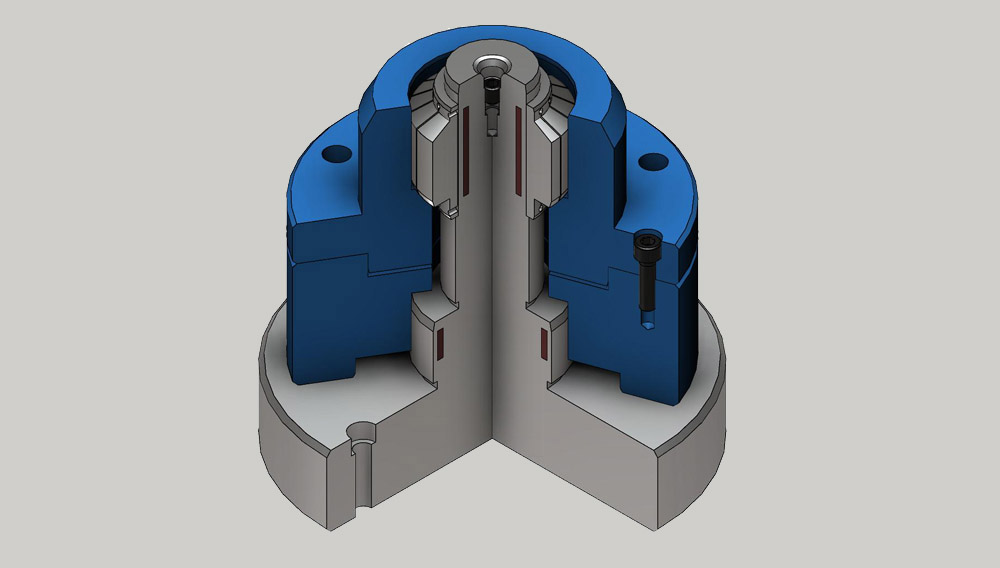
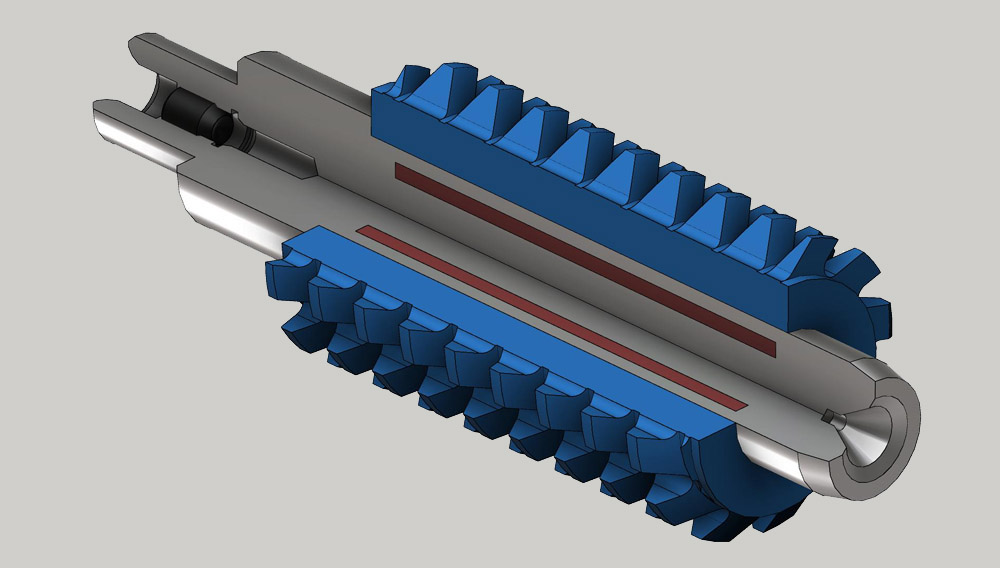
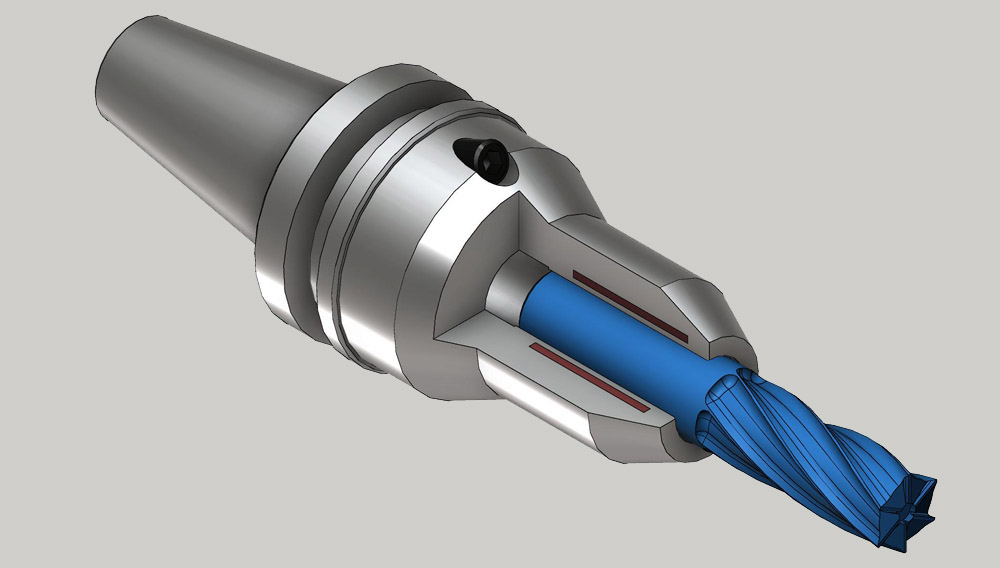
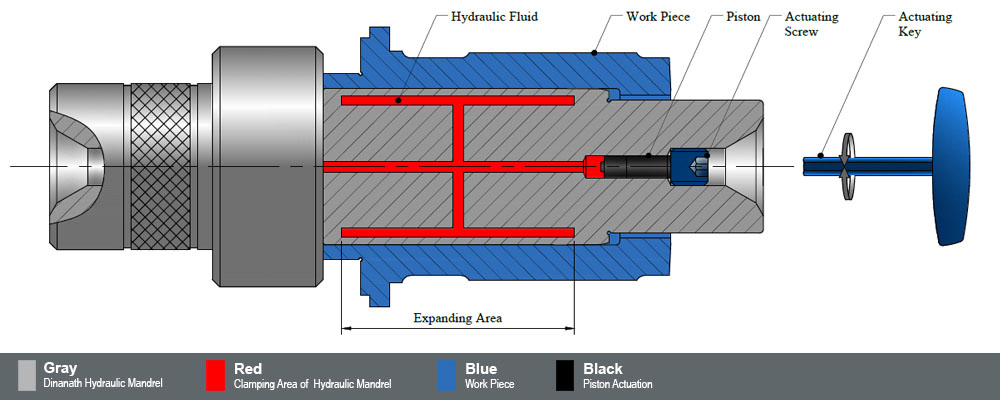
Hydraulic expanding mandrels (arbors/ chucks) function by expanding or compressing under hydraulic pressure. The hydraulic system is integral and may be manually or power actuated. Extreme accuracy in component location is assured as the sleeves expand or contract under equalised hydraulic pressure uniformly from their geometric axis within 0.003 mm or less if required. Diagram below shows function of a hydraulic mandrel.
WHY HYDRAULIC CLAMPING TOOLS
Spindles of modern machine tools have constantly improved their accuracy year after year. Clamping technology needs to be maximum precise and reliable in manufacturing and inspection to support it. There are a variety of expanding clamping tools available in market having their own advantages and disadvantages. The conventional clamping tools get affected by dust and chips and are unable to retain accuracy in long life and therefore for precision manufacturing not reliable. Hydraulic expanding mandrels overcome all these problems. Here is the list of some advantages-
1) Hydraulic tools have no external moving parts and therefore free from the problems created in mechanical tools due to dirt and dust. The complete system of hydraulic tools is sealed.
2) No separate power pack is required and the complete system is in-built and free from regular maintenance. We assure min. 50000 cycles trouble free running. However field results have shown that they run far beyond that if used properly. Refilling can be done after that at our end or if required the customer can also be trained for that.
3) There is no line contact in between job and tool as in case of collet type and therefore high precision, concentricity and higher torque is achieved in hydraulic tools.
4) For thin components desired clamping pressure can be implemented controlling the actuation stroke ensuring protection of component from distortion.
5) Due to the flexible sleeve used in hydraulic tools multiple component clamping is possible without any effect on accuracy which might be perhaps a dream for conventional tools.
6) The hydraulic fluid creates dampening effect while machining operation is performed. This results in absorption of tool chatter resulting better finish and increased tool life by nearly 70%. The ultimate result is improved job quality and low tooling cost.